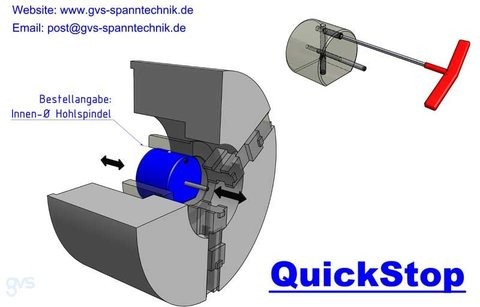
GVS Hollow Spindle Stop Lathe Chuck Stop Chuck Stop QuickStop
- Order number: gls-dfq
Advantages
- Worldwide shipping
- Own production and development
- By bikers - For bikers


 GVS Spanntechnik
Stop for vice GVS, magnetic stop, with one or...
GVS Spanntechnik
Stop for vice GVS, magnetic stop, with one or...
From €45.00
*
Order number: 364501
